|
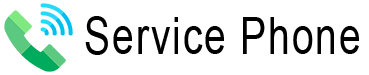
产生原因:
1、机械原因:
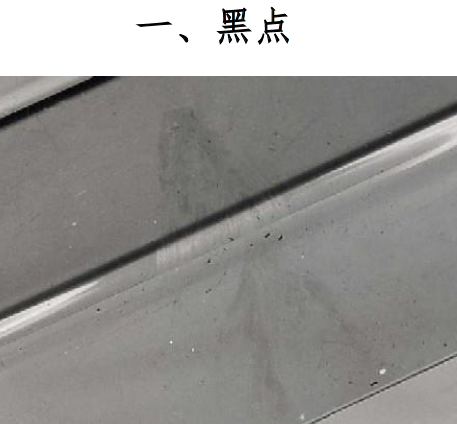
由于异常条件造成料筒过热,使树脂高 温分解、烧伤后注
射到制品中;或者由于料简内的喷嘴和螺杆的 螺纹、止回阀等
部位造成树脂的滞流,分解变色后带入制品,在制品中带有黑褐
色的烧伤痕。
2、模具的原因,主要是因为排气不良所致。
3、在成型条件方面,背压太大会使料筒部分过热,造 成烧
伤;螺杆转速过高时,也会产生过热;注射速度过高会引起过热
气体烧伤
4、胶料中含有低温料 解决方法:
1:如是机械原因造成,则应
a、检查炮筒温度是否正常,如有问题则应解决
b、检查炮筒和螺杆各连接处是否密封良好
c、发现喷嘴、螺杆及炮筒已经烧焦,则要进行清理
2: 如是模具方面原因,则
a、这种烧伤一般发生在固定的地方,容易与第一种情况区别。
这时应注意采取加排气槽和排气杆等措施。
b、将模具流道、浇口上的尖刺、倒角修圆,避免射胶时
在这些部位流速太快引起超温分解
3:在成型条件方面
a、适当调整背压
b、适当调整熔胶速度
c、减小射胶速度和采用分段射胶方法
4:原料方面
尽量避免原料与其它低温料相混
文章来源于网络,著作权归原作者所有,由苏州模具设计转发
前一页:常用的一些塑胶原料性能用途和设计注意事项
后一页:注塑模具斜顶内跑滑块机构
|